
面料织造知识:高支纯棉色织府绸的织造工艺
供应灯芯绒面料烧毛坯,承接灯芯绒染色成品订单!微信:13801503159
高支纯棉色织府绸布面匀整、细腻,菱形颗粒明显,手感轻薄、柔软,产品透气性好,适宜做夏季的服装和内衣,耗用棉纱少,且产品附加值高,很受国内外客商的欢迎。但因为纱支细,经纱断裂强度低,耐磨性差,而且织物的经向紧度大,织造生产难度较大。
通过技术攻关,制定了合理的生产工艺,解决了织造生产时经纱断头率高的问题,使生产能顺利进行。
1 产品规格、技术条件和工艺流程
产品规 格为145c m JC9.7/ JC9.7 630/378;经纬向紧度分别为72.6 %,36.3%,总紧度82.6%,组织为平纹+3/1破斜纹。
色经循环 :浅蓝54、深蓝2、浅蓝2、蓝40,浅蓝2,深蓝2、浅蓝54、深蓝4,每花160根,每花宽度25.4 mm.纬纱 均 为 白色。
除蓝色 4 0根为3/1破斜纹外,其余均为平纹。
组织图 ( 见图1)设计时,要注意平纹和3/1破斜纹交接处的衔接,避免出现类似双经的现象。
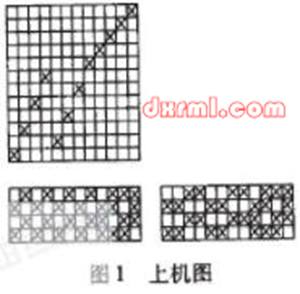
高支纯棉色织府绸的织造组织图
为减少箱齿对经纱的摩擦,穿箱采用3/1破斜纹每箱5人,平纹每箱3人。
工艺流 程 如下。
经纱 : 绞纱染色、络筒、分批整经。浆纱。穿经
纬纱 : 绞纱染色、络筒
经+纬 : 织造。坯布检验*后整理*成品检验、卷筒*人库
2 织造前的工艺计算
2.1 总经根数计算
染整幅 缩 率取6.5%。
坯布幅 宽 =成品幅宽/(1一染整幅缩率)=1 45 c m / ( 1 一6 .5 % ) = 155 .1 c m布身 一 个 色经循环160根纱,其中破斜纹40根,每箱齿5人,用8个箱齿,平纹共120根,每箱齿3人,用40个箱齿,一个
色经循环共用48个箱齿,布身每箱齿平均穿人数为160根/48齿=3.33根/齿。府绸 产 品 不另设布边,只在最外两侧各加2个双穿综。
总经根数 =坯布幅宽x经密=1 55 .1 c m x 6 3根 / cm = 9 77 1. 3根取9770根。
2.2 初算箱幅
取纬纱织缩率2.9%。
初算箱幅二坯布幅宽/(1一纬纱织缩率)=1 55 .1 cm /( 1一 2. 9% ) 二 15 9. 7c m
2.3 箱号计算
全幅花数 =总经根数/色经循环=9 7 7 0根 /1 60 根 =6 1 花 +10 根 (余)
多余10 根用于两边最外侧各5根,两边各有1箱齿是5穿人,合计2箱齿。
全幅箱齿数二每花箱齿数x全幅花数+多余经纱
用箱齿数=4 8齿 x6 1花 +2 齿 = 29 28 齿
箱号二全幅箱齿数/初算箱幅x10=2 9 2 8齿 / 15 9.7 c mx 1 0=183.3齿/10cm
取183号箱。
上机箱幅 =全幅箱齿数/箱号x10=2 9 2 8 齿 /18 3( 齿 /1 0c m) x 1 0 = 160cm
2.4 其他计算
经纱织缩率取10.4%。
千米坯布经纱长度
二1 0 0 0m /(1一经纱织缩率)=1 o o om / (1 一10.4%)=1116.lm
成品匹长取35m ,联匹数取5,后整理伸长率取1.5%。
坯布落布长度
二( 成 品 匹长x联匹数)/(1一后整理伸长率)=( 35 m x 5)/(1一1.5%)=177.7m
浆纱墨印长度=千米坯布经纱长度/10 00x 坯布落布长度= 1 11 6. l m /10 00 x1 77.7 =198.3 m
本产品除多余的10根纱平均分配在两侧外,可以看成61个整花。
3 织造中的工艺措施
3.1 络筒工序
133 2P 型 络筒机上安装电子清纱器,可清除短粗节、长粗节、长细节等,短粗节的正确切断率>70%,清除效率>70%,空切率<4.5%,正切率不一致系数<20%,长粗节和长细节的正确切断率均90%,清除效率均>90%。络筒速度140 m/min,张力垫圈3g。
络筒前要校正纱框平衡,使其回转灵活。纱框调节锤的质量应一致,以保持各锭张力均匀。槽筒改用金属槽筒,可使表面光滑,减少络筒时的意外张力和纱线断头率。
3.2 整经工序
整经使用1452G-180型机,机速250m /min,为了使织造时利用较小的上机张力就能开清梭口,整经工序要求片纱张力小而匀,由于筒子架上的经纱张力是后排大于前排,上下层大于中间层,所以经纱穿人伸缩箱时应采用分排法穿箱,利用经纱对伸缩箱箱齿的包围角的不同,调整筒子架上前后排位置经纱的张力差异。
筒子架上张力垫圈的配置可分为前后4段加压,前段配置的张力垫圈重于后段,张力垫圈由前段到后段质量依次为7.8, 6.6, 5.4, 4.2 g,3/1破斜纹部分因经纱平均浮长较长,经纱织缩率小,使用单轴织造时可在原张力垫圈质量的基础上增加2g,使经纱产生预伸长,避免织造时3/1破斜纹部分的经纱松弛和经停片下垂造成不断经误停车。
压辊对经轴的加压可稍微调大些,这样可以用较小的经纱张力获得经轴比较紧密的卷绕,尽可能保持经纱的弹性。
整经工艺设计时,每个经轴上的经纱根数尽可能多些,充分利用筒子架的容量,使经轴上每根经纱的距离缩短,有利于经轴成形。经轴卷绕完成后,用直尺的一边紧靠在表面纱线上,努力做到直尺和表面纱线之间没有间隙。
3.3 浆纱工序
浆纱序是增加纱线强力和耐磨性的关键工序,由于本产品的经纱只有9.7 t ex,浆纱质量的重要性就显著了。
棉纱本来可用淀粉作为赫着剂,但淀粉浆的勃度较大,浸透性差,耐磨性也不够,浆膜性能不理想,所以选用了PVA和醋化淀粉的混合浆,具体配方为PVA17992 0k g,PV A一205MB2 8k g,磷酸醋淀粉30kg,乳化油1.8k g,二蔡酚碱液0.14 k g配方 中 P VA1799浆膜的强力和耐磨性较好,使用PVA-205 MB是因为该浆料具有易溶、无泡、低勃、与PVA1799混溶性好的特点,磷酸醋淀粉糊化温度低,抗凝性强,耐磨并有较好的分纱性,可较大比例取代PVA,乳化油除了使浆膜柔软外还有减磨的作用,乳化油和磷酸醋淀粉有良好的分纱作用。
浆纱机用GA308型,机速40m /min,第一只压浆辊采用无孔橡胶辊,压浆力为8 kN左右。
第二只压浆辊采用微孔橡胶辊,压浆力为12 kN左右。浆槽温度在90一93 9C,便于熔化棉纤维表面的果蜡,有利于浆液对纤维的吸附。浆槽浆液翻度8s(水值4 s),湿区烘筒温度105℃,干区烘筒温度95℃。
浆纱质量指标控制如下:上浆率13.5%,减伸率19.2%,增强率35.8%,回潮率7.5%一8.0%。伸长率1.2%。高支纱在浆纱工序中特别要控制好经纱的伸长率和干分绞时浆膜的完整性。
3.4 织造工序
织造工序应把重点放在减少经纱的摩擦。采用质量为1g、已经过一段时间使用的经停片,这样的经停片与经纱接触处光洁无毛刺,避免使用新的经停片,以免损伤纱线。
经停杆上经停片的排列密度以12片/cm以下为宜,选用综丝时应选28号表面涂有尼龙的小眼细综丝,综眼规格为5.4m m x1 .7 m m,以增加综眼的耐磨性和减少综眼对经纱的磨损。综丝的排列密度可控制在每厘米12根以下,避免经纱和综丝之间有过多的摩擦,经停杆和综丝杆使用前表面可涂一层蜡,有利于经停片和综丝的移动和均匀分布。经停片穿法是11,33,55,22,44,660钢箱可以使用特制的,适当减少箱片厚度以增加箱齿间的间隙,箱片厚度可小于0.2mm,必要时选用较小的箱号,增加经纱的每箱穿人数。
另外扎箱前箱片应先镀铬,减少箱片表面的摩擦因数。织机 使 用 GA747一180剑杆织机,机速210r /min,为避免开口不清,后梁位置不宜过高,后梁位置+6.5cm,综平时间2800,停经条列数6列,0.2 m m停经片,综片数12片,平纹穿综13,57,24,68,3/1破斜纹9-12页顺穿。车间相对湿度75%,机上布幅153.6c m,织造效率可达86%以上,经向断头0.50根/台时,纬向断头0.20根/台时,织疵率5.8%,下机一等品率75%,人库一等品率98.3%。
4 结语
高支纯棉色织府绸产品附加值高,经济效益好,但生产难度大。
生产过程中要做好以下几个方面的工作。
(1) 络 筒 机要安装电子清纱器,采用金属槽筒,并使机械状态良好。
(2) 整 经 工序应控制片纱的张力均匀,3/1破斜纹部分因经纱织缩率比平纹小,可增加垫圈质量,使经纱产生预伸长,避免织造时经纱松弛造成不断经误停车。
(3) 高 支 纱条干紧密较难浸透,浆液配方的选用除考虑浆纱增强耐磨外,应有利于浆液的浸透,应减小浆液豁度。浆液配方的选用还要考虑到干分绞后浆膜的完整性,减少浆纱在干分绞处的断头。
(4) 织 造 中应采取一些必要的措施减少经纱的摩擦。机器速度不宜过高,以确保顺利织造。
关键字:面料织造知识,高支纯棉,色织府绸,织造工艺
 常见的面料后整理工艺按其整理目的可以分为哪几个方面?
常见的面料后整理工艺按其整理目的可以分为哪几个方面?- 喷水织机常见问题解决办法+工艺参数调整+注意事项
- 面料织造前的纺织工艺流程以及各道纺织工序的主要任务和要求
- 氨纶纬弹色织物后整理工艺及缩水率控制
- 喷气织机主要织疵,喷气织布断纬的形成原因和解决办法
- 面料织造前整经方式及应用
- 面料后整理工艺:面料织物树脂整理
- 什么是数码印花?数码印花流程

上一篇: 筒子纱漂白中容易发生哪些问题?如何防止筒子纱漂白中的问题
下一篇: 充满年代感的摩登灯芯绒时装

 我司最新供求报价信息 我司最新供求报价信息 |
灯芯绒产品展示中心 |
|
盛鹏灯芯绒供求信息 |
灯芯绒产品目录 |
|
灯芯绒面料产品中心 |
灯芯绒面料的报价说明 |
|
盛鹏灯芯绒面料供应 |
灯芯绒面料价格 |
|
盛鹏纺织灯芯绒面料报价说明 |
盛鹏纺织灯芯绒面料付款说明 |
|
盛鹏纺织灯芯绒面料订单货期说明 |
盛鹏纺织灯芯绒面料采样打样说明 |


