
PH值对面料染整加工过程的影响
供应灯芯绒面料烧毛坯,承接灯芯绒染色成品订单!微信:13801503159
染色过程在线测控pH 值,对提升纺织品品质尤其重要。
1.牛仔布“环染”必须控制pH 值
靛蓝染料属于还原染料,需经碱性还原成可溶性隐色体后方可上染纤维。由于该染料与纤维的亲和力只是一般染料的1/60~1/10,若达不到氧化还原电位值(-760mV),亲和力会更差,上色率会更低。因此,染色过程中对氧化-还原电位或pH值的控制,是能否染好牛仔布的关键。单酚钠离子型靛蓝隐色体与双酚钠离子型靛蓝隐色体为棉纤维吸收的主要形式,但从得色量、色牢度、色泽等方面考虑,单酚钠离子型靛蓝隐色体更重要。
为使染液在还原过程中产生更多的单酚钠离子型靛蓝隐色体,将染浴pH值控制在10.8~11.2,使染料和纤维的电离都降到最小,在几乎没有离子斥力存在的情况下,染料对棉纤维的相对亲和力提高了,导致染料对棉纤维有较高的瞬染率,获得工艺上所需要的牛仔布纱线环染。
随着染液pH值的下降,摩擦牢度大体呈下降趋势。pH值为7.5时,染液中基本上是还原态的非离子型隐色体,微溶于水,不能上染;
随着pH值的增大,单酚钠离子型靛蓝隐色体不断增加,当pH值达11.0时,开始出现双酚钠离子型靛蓝隐色体,pH值上升到13.5时,基本上都是双酚钠离子型靛蓝隐色体,这时上染率会下降,色牢度降低,色泽灰暗。
如果要求牛仔布快速水洗褪色,染浴pH值应控制在11.0~11.5;,若不要求快速水洗褪色,pH值可提高到12.5~13.5,降低染料亲和力,提高渗透性。
pH值在11.0~11.4时,吸光度反射率最高,而与染料最大吸收时pH值在9.5~10.5不一致。这说明,当pH值大于10.5时,至少有部分靛蓝染料产生沉淀,而对增加色深无作用。
靛蓝染色过程中,pH值随时会变化,为保证染色质量的稳定和再现性,亟需进行pH值在线自动测控。
2. pH 值影响纤维反应速率
在推广应用两相法印花工艺时,经常有人提出,为什么快速蒸化的汽蒸只需十几秒?
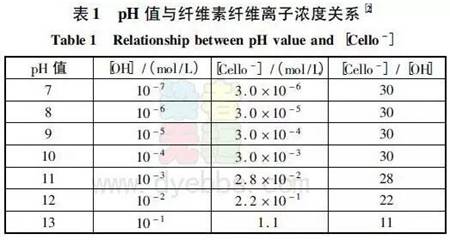
表1 是pH 值与纤维素离子浓度的关系。染料与纤维的反应速率为KF[DF][Cello -]之乘积,当染料在纤维上的浓度[DF]固定,则纤维与染料的反应速率主要与纤维素离子浓度[Cello -]有关。
由表1 知,每增加一个单位pH 值,反应速率大约可提高10倍。常法的碱剂为小苏打,汽蒸时转化为纯碱,其pH 值为11;两相法采用烧碱作碱剂,pH 值13 以上,按表1 其反应速率值是纯碱的40 倍,故常法蒸化8 min,两相法只需汽蒸12 s。这就是活性染料两相印花后快速蒸化的主要依据。由此可知,pH 值稍有变化,反应速率变化颇大,直接影响到上染固色的效果。
要实施节省蒸汽、尿素,或无尿素印花后蒸化工艺,对pH值实施在线控制必不可少。
3. 染浴pH 值对中温型活性染料的影响
活性染料在浸染中的上染与直接染料不同。直接染料的上染过程主要是纤维对染料的吸附,属物理变化;而活性染料的上染过程则还有化学变化,即染料-纤维素间会发生键合反应,而染料-水之间则会发生水解反应。因此,活性染料染色时,染浴pH值对染色结果的影响比直接染料要大得多。
1、吸色时染液呈弱酸性
此时,大多数染料的吸色深度显著下降,但对最终固色深度的影响却不大。然而,必须注意的是,由于一次吸色量的降低,残液中的染料浓度较高,这无疑会导致加碱固色初期(二次吸色初始)染料吸附上染加快。这对均匀吸色与均匀固色会产生负面影响。因此,实际生产中,染色前必须对半制品布进行酸洗(或中和),应尽力把残留酸洗净,以免影响匀染效果。
2、吸色时染液呈碱性
此时,染料的吸色性随染液碱性的强弱而变化。当染液碱性比较弱时,染料的吸色速率和吸色量与中性浴相比,变化并不太显著。而当染液的pH值大于9以后,染料的吸色速率和吸色量才会大幅提升。但对最终染色结果(固色率有提高的趋势)的影响也不大。在此条件下,染料的吸色性之所以变得较强,是因为此时已有部分染料与纤维素大分子链上葡萄糖剩基的C6位上的伯羟基(—CH2OH)发生键合反应的缘故(C6位上的伯羟基比C2和C3位上的仲羟基更容易电离,化学活泼性更强,在碱性较弱的条件下,即有一定的反应能力)。显而易见,活性染料浸染时,先在适当的碱性染液里吸色(所谓预加碱染色),使吸色量适度增加,这会有效降低加碱固色初始阶段染料的二次吸色速率,提高匀染效果。特别是对一次吸色量低,而二次吸色“骤然上色现象”突出的一些染料,如活性艳蓝KN-R、活性艳蓝A(B)-RV、活性黑KN-B、活性蓝BRF和雷马素蓝RGB等。这些染料染浅色,或染匀染性较差织物时,采用预加碱法染色,其匀染效果最为显著。
3、固色
由于中温型活性染料与纤维素纤维之间的反应是释酸反应,只有在碱性条件下才能最大限度地顺利进行。而染料中所含的β-羟乙基砜硫酸酯活性基又只有在碱性条件下才会发生消除反应,变为乙烯砜基,从而产生较强的反应能力。
因此,活性染料固色必须在碱性条件下进行。值得注意的是,在碱性浴中,染料-纤维素间的键合反应与染料-水间的水解反应是同时进行的。在一定的染色条件下,这两种反应的速率,主要取决于染液的pH值。染液的pH值低,染料-水间的水解反应速率低,但染料-纤维素间的键合反应能力也低,既没有高的上染速率,更没有染深能力。染液的pH值高,染料-纤维素间的键合能力强,固着速率快;但染料-水间的水解反应速率会更快,所以,反而会因染料大量水解而降低得色深度。由此可见,欲获得较快的固色速率和较高的固色深度,必须准确掌握固色的最佳pH值平衡点(即最佳固色pH值),以达到最高的最终固色率目的。
4、不同的中温型活性染料的最佳固色pH值并不相同。
有的染料对固色pH值要求较低,如活性红M-3BE;有的染料对固色pH值要求则较高,如活性翠蓝B-BGFN。显然,这是因为染料的结构不同,其反应性强弱不同的缘故。
5、常用中温型活性染料固色时的最佳pH值其实并非是一个点,而是在一个较窄的pH值范围内。
如活性红M-3BE最佳pH值为10.60~10.71,活性蓝M-2GE为10.71~11.08,活性翠蓝B-BGFN为11.08~12.05(这是指60℃中温染色,而不是指80℃高温染色)。也就是说,某一只染料在其最佳固色pH值范围内,其固色率相对最高,而水解率相对最低。固色pH值大于或小于这个范围,其固色率(得色深度)会显著下降。
6、除少数染料外,大多数中温型活性染料浸染时的最佳固色pH值在10.5~11.0之间。
然而,这并不意味着不同染料的固色pH值在此范围内,皆可获得最高固色率。这是因为,各活性染料的最佳固色pH值范围比较狭窄,一旦pH值超出其最佳范围(即使偏差较小),固色率就会下降。
7、常用活性翠蓝
如活性翠蓝A(B)-BGFN浸染时的最佳pH值远远高于其它大多数染料,为11~12。这是因为活性翠蓝属于铜酞菁染料,相对分子质量大,缺乏线型结构,不仅扩散能力差,反应性也弱。
8、常用活性嫩黄
如活性嫩黄A(B)-6GLN,其最佳固色pH值虽然也在常规范围内(pH=10.71~11.08),却存在着异常表现,即固色pH值一旦超出最佳范围,其得色深度会急剧下降。这表明活性嫩黄A(B)-6GLN对固色pH值十分敏感,必须精确掌控。
以上说明,中温型活性染料因染料不同,其最佳固色pH值亦不同,且必须准确控制,而采用试纸测定是无法做到的。
不同碱剂不同浓度采用试纸与pH计测量的对比,pH值误差高达2.0~2.5,对照表1可知,其反应速率值差得甚高。所以人为经验不一定可靠,用于控制工艺不可取。

总结
( 1) 染色工艺pH 值在线测控是提高染色一次成功率的必要举措。
( 2) 染色pH 值控制可使牛仔布靛蓝染色获得“环染”效果,同时节省水、电、蒸汽消耗; pH 值的控制可实施两相法印花后快速蒸化,节省大量蒸汽,少用尿素或不用尿素; 浸染染色无论是活性染料还是直接、中性染料皆需pH 值控制,精确的pH 值控制会提高上染率和固色率,降低运行成本和污水排放负荷。
关键字:
 七月淡季,灯芯绒面料烧毛坯现货打折出售
七月淡季,灯芯绒面料烧毛坯现货打折出售- 做纺织面料染色订单很头疼!为什么小样打样客户确认,大货做出来有色差?
- 纺织面料服装各种各样的染色设备(附印染设备原理图)
- 霜花灯芯绒
- 关于面料染色对色的“跳灯”情况是怎么回事?
- 面料的幅宽怎么理解?面料幅宽大小的影响因素
- 纺织品的染整工艺
- 印染厂预缩整理:纤维及织缩对面料缩水率的影响

上一篇: 常用纺织原料及纱线的代号,纺织原料及纱线的英文简写
下一篇: 纺织面料外贸人注意!单据完整为何无法退税?

 我司最新供求报价信息 我司最新供求报价信息 |
灯芯绒产品展示中心 |
|
盛鹏灯芯绒供求信息 |
灯芯绒产品目录 |
|
灯芯绒面料产品中心 |
灯芯绒面料的报价说明 |
|
盛鹏灯芯绒面料供应 |
灯芯绒面料价格 |
|
盛鹏纺织灯芯绒面料报价说明 |
盛鹏纺织灯芯绒面料付款说明 |
|
盛鹏纺织灯芯绒面料订单货期说明 |
盛鹏纺织灯芯绒面料采样打样说明 |


