灯芯绒面料烧毛工艺解析及织物烧毛注意事项
供应灯芯绒面料烧毛坯,承接灯芯绒染色成品订单!微信:13801503159
通常,灯芯绒面料从纺织厂进入印染厂之后,坯布首先应经过检验、翻布、分批、打印和缝头等工序,然后进行烧毛加工。
烧毛:烧毛是指将纱线或织物迅速通过火焰或在炽热的金属表面擦过,烧去表面茸毛的工艺过程。

烧毛的目的
原布表面耸立着一层长短不一的绒毛,这层绒毛主要是由暴露在织物表面的纤维末端形成的。除某些特殊品种(绒布、丝)外,一般面料都要进行烧毛。

这些绒毛对布面的影响
①布面上绒毛影响织物表面光洁,且易沾染尘污;
②影响色泽均匀度、鲜艳度;
③难印精细花纹;
④涤/棉织物易起毛起球;
⑤绒毛易从布面上脱落、积聚,给印染加工带来不利因素,如产生染色、印花疵病和堵塞管道等。
进行烧毛处理可以改善布面光泽,提高光洁度;改善抗起毛起球的性能;改善风格,烧毛会使织物变得挺括、有身骨。
烧毛的原理
烧毛就是使织物以平幅状态迅速通过烧毛机的火焰或擦过赤热的金属表面,以除去织物表面的绒毛,获得光洁表面的加工过程。此时布面上的绒毛因靠近火焰且呈疏松状,因此能很快升温燃烧。而织物本身比较紧密、厚实,且离火焰较远,故升温较慢,在温度尚未达到着火点时早已离开了火焰或赤热的金属表面,因此,利用布身与绒毛升温速率不同的原理,达到只烧去织物表面的绒毛,而不损伤织物的目的。
在烧毛时,不同纤维材料的烧毛温度亦有所差异,故必须了解不同纤维材质的热性能。
热性能
棉纤维:350℃~370℃ 发生热裂解 400℃ 开始燃烧
涤纶纤维:230~240℃ 软换点 250~260℃ 熔点 485℃ 开始燃烧
原理分析:利用绒毛与织物本体的温度差异。绒毛体积小而升温迅速,而织物体积大升温较慢,故在烧毛时绒毛易于被烧掉,而织物则难于燃烧,且对布的强力损伤甚微。
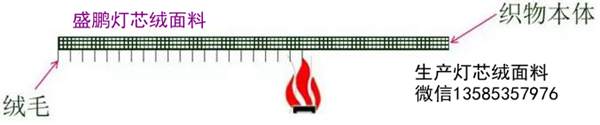
要点:要高温(利于烧毛)和快速(保护织物),以保证仅烧掉绒毛对织物本体无影响。
注意事项:
温度过低(欠烧),没有烧干净,绒毛呈球状,染色时出现色点。
温度过高或速度慢(过烧),织物发生热收缩,产生折皱和手感应现象,门幅收缩。
落布温度低于50℃,采取措施如吹冷风或在火控上安装冷水辊,此外为消除布面火星,织物应进入灭火槽(内置热水或退浆液),否则会在布面上出现孔洞。
如何判断灯芯绒面料是否经过了烧毛处理?织物烧毛工艺的目的和原理
烧毛的设备
烧毛机有气体烧毛机、铜板烧毛机和圆筒烧毛机三种。气体烧毛机是将原布平幅迅速地通过可燃性气体火焰以烧去布面上的绒毛;铜板烧毛机是将织物在炽热、固定的弧形紫铜或合金板上迅速擦过,以烧去绒毛;圆筒烧毛机则有铜板烧毛机改进而来,以回转的炙热铸铁或铸铁合金的圆筒代替固定的铜板。

影响烧毛的因素
纤维性质:棉织物可在头道工序进行烧毛,而化纤织物也可安排在染色后进行。
含潮率:过高会导致烧毛效果下降,含潮不匀也会影响烧毛效果。
毛羽状态:毛羽疏松、直力比紧密倒伏者,更易于烧毛,故烧毛机设有刷毛箱,将毛刷起,以利于烧毛。
个别浆料会因烧毛而发硬,烧毛应放退浆工艺后面进行,尤其对于化纤织物。
烧毛质量评定
烧毛质量的衡量标准,目前主要以去除绒毛程度来判定,但必须保证织物不受损伤(无破损,织物强力损失极小)。具体方法是将烧毛后的织物放在较好的光线下,并参考一下标准,目视评级:
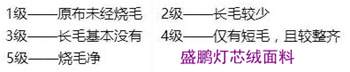
一般织物的烧毛质量应达到3~4级,质量要求高的应达到4级以上,稀薄织物达3级即可。
16W无弹44*134全棉灯芯绒面料烧毛坯布现货,可做染色成品订单!
关键字:灯芯绒,面料,烧毛工艺,织物烧毛,注意事项
 纺织面料染色中染料的基础知识
纺织面料染色中染料的基础知识- 如何核算面料成本,面料成本核算公式
- 纺织大世界的面料知识
- 时髦星球的灯芯绒单品:灯芯绒过膝裙
- 灯芯绒布行情:盛鹏灯芯绒面料2017.5.17最新报价
- 纺织面料知识:坯布的常用概念
- 说说面料拔染印花的主要特点及工艺技术
- 关于面料染色对色的“跳灯”情况是怎么回事?

上一篇: 气流染色:管差、缸差、起毛球、折痕、点疵产生原因解析
下一篇: 外贸跟单流程一览表

 我司最新供求报价信息 我司最新供求报价信息
|
灯芯绒产品展示中心
|
|
盛鹏灯芯绒供求信息
|
灯芯绒产品目录
|
|
灯芯绒面料产品中心
|
灯芯绒面料的报价说明
|
|
盛鹏灯芯绒面料供应
|
灯芯绒面料价格
|
|
盛鹏纺织灯芯绒面料报价说明
|
盛鹏纺织灯芯绒面料付款说明
|
|
盛鹏纺织灯芯绒面料订单货期说明
|
盛鹏纺织灯芯绒面料采样打样说明
|