
一块布的生命历程:面料生产流程
供应灯芯绒面料烧毛坯,承接灯芯绒染色成品订单!微信:13801503159
纺织印染是一个庞大的系统工程,涉及到原料、半成品、织造、印染、整理等多重工序流程。其中纺纱、织布、印染是三个相对独立的行业。
在印染行业根据不同的原料、不同的纱线类型、不同的布料组织结构、不同的印染要求,工艺流程并不是一个完全固定的模式,比如有化纤纺织印染、毛纺织印染、丝绸行业的缫丝织造染整,差别相当的大,甚至于他们之间基本上都无法借鉴。那么,我们先了解纺纱、织布、印染等这三个行业中常规的流程,以对纺纱印染这个行业有简单的了解,同时也对床品面料的来源有整体印象。
纺纱工艺主要流程:清棉、梳棉、精梳、并条、粗纱、细纱
细纱工序是纺纱生产的最后一道工序
纺纱后加工工序的任务
纺纱中精梳工序的任务
纺纱中并条工序的任务
纺纱中粗纱工序的任务

织造工艺主要流程:络筒、整经、浆纱、穿经、织造、整理
机织物生产过程:机织物的织造和机织物的织前准备
灯芯绒坯布织造流程

这些是主要工艺流程,每个公司会根据产品和自身需求,流程会略有不同。下面以棉为例为你分享常规的棉纺织印染工艺流程。
棉纺织印染工艺流程:配坯–缝头–烧毛–冷轧车–退煮漂–丝光–前定拉幅–调浆–印花(平网或圆网印花)–蒸化机–皂洗机–整理定型–预缩机–压光机–品检包装。
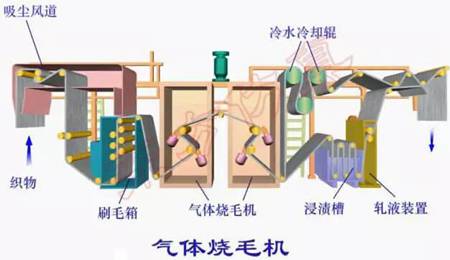
一、烧毛
通常,坯布进入印染厂之后,首先需要经过检验、翻布、分批、配坯(配坯:两块坯布之间正反面,同面相拼)和缝头等工序,然后进行烧毛加工。
烧毛:烧毛的过程看上去很神奇,在现场你会看到织物平幅快速通过高温火焰,而布匹在烈烈火焰上快速滑动,却没有燃烧,真有点“百花丛中过片叶不沾身”的境界。
这是由于布身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不会损坏织物的目的。
原因:未烧毛的布面上绒毛过多,长短不一,光洁度差,易沾污,在后序染整加工中易掉毛,导致印染瑕疵。
意义:
1、烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。改善布面光泽,提高光洁度;
2、改善抗起毛起球性能(特别是化纤织物);
3、改善风格,烧毛会使织物变得挺括。
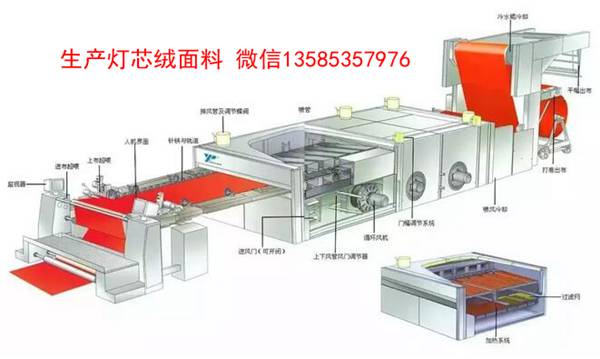
冷轧车:烧毛之后的一个工艺流程,坯布需要冷却二十多个小时
灯芯绒面料烧毛工艺解析及织物烧毛注意事项
烧毛是什么?织物为什么要经过烧毛?
二、退煮漂
退煮漂,即退浆、煮练、漂白。
退浆:在煮练前应先去除坯布上的浆料,这个过程叫退浆。
为增加经纱在织造中的耐磨性,平滑性以及抗静电性,提高强力,改善其可织性,在织造前要进行上浆加工。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。即将其从织物上退除。
煮练:精炼又称煮练,其目的是去除纤维杂质(天然杂质、人工杂质),改进织物加工性能,尤其是润湿性能。
棉纤维生长时,有天然杂质(果胶质、蜡状物质、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质还残留在织物上。这些杂质的存在,使绵织布的布面较黄,渗透性差。同时,由于有棉籽壳的存在,大大影响了棉布的外观质量。
故需要将织物在高温的浓碱液中进行较长时间的煮练,以去除残留杂质。
漂白:棉织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度。
漂白的目的:去除色素,提高白度为主要目的漂白加工。
织物为什么要漂白?漂白剂有哪些?
面料漂白的分类和效果评定
三、丝光
丝光:使用浓碱溶液处理棉机织物,其表面呈现出丝般光泽,更重要的是会使其尺寸稳定性得到提高,即棉机织物被定型。
这个加工过程称为Mercerization or Mercerizing,中文译为麦塞处理或简称为丝光。
丝光处理的意义:
1、尺寸稳定性提高,缩水率降低;
2、机械力学性能变化如断裂强度减小;
3、吸附性改善;
4、外观有丝般光泽。
什么是面料的丝光?

四、拉幅
拉幅是将面料的经纱与纬纱再次进行松紧处理,使面料经纬向宽度一致,密度一致,增加织物的尺寸稳定性。
纺织知识:拉幅定型机的工艺三要素
五、调浆和定型
提花品种在轧光前都经过不同程度的上浆,让浆料附于纤维表面,防止布面门副回缩。上浆有柔软作用,促进纤维和纤维间的摩擦力。
面料后整理工艺有哪些?分享10种常见面料后整理技术

六、印花
目前采用最广泛的印花方法有两种,圆网和平网印花。因受张力小,不易变形,花色鲜艳度好,得色丰满,网印疵布较少,特别适于多品种生产。圆网和平网印花,从装置来说都需要筛网,它源于型版印花,是将纸版、金属版或化学雕刻出镂空花纹的印花方法。
圆网采用镍质圆形金属网,而平网是将筛网绷在金属或木质矩形框架上。平网印花分手工(台板印花)和机械(平网印花)。由于印花方法不同,尺寸相对来说也有一定的允许范围,而平网尺寸为305~1200mm。一般圆网印花的网的周长有640mm 820mm1018mm。周长是花型的循环的倍数。
圆网的特点是花型联系,没有接版印。
平网印花的网是方形,这样他的循环没有受到限制,平网有接版位。
总体来说,圆网印花产量是最多的,一般为每小时3500码,视花型的难易决定车速的快慢。平网印花精细度和花回尺寸都优于圆网,但是生产效率没有圆网速度快。在实际选择中,需要根据面料用途,花型大小,布料等多方面权衡选择圆网还是平网。
史上最全的印花种类分类了(收藏)
涂料印花和活性染料印花有什么区别?它们各有什么优点?
七、蒸化、皂洗
蒸化:纺织品印花后,除了冰染料和可溶性还原染料外,一般染料都要进行蒸化。
目的:是使印花纺织品完成纤维和色浆膜的吸湿和升温,加速染料的还原及在纤维上的溶解,使染料扩散进入纤维内部且固着于纤维上,向纤维内部扩散进而产生固色。蒸化的工艺条件随染料和纤维的性质而不同。
皂洗:是蒸化后一个非常必要和重要的过程。皂洗过程中皂洗剂通过与染料间的物理化学作用,并利用皂洗剂的分散、悬浮、络合作用使之不再反沾到织物上,从而达到提高皂洗牢度和防沾色的目的。
八、预缩整理
织物在印染加工过程中,受到机械张力的拉伸存在内应力,当织物被湿润时内应力松弛,会形成缩水效应,因此在实际生产中必须对织物进行机械预缩整理,以减少棉织物的缩水率,使成品尺寸稳定,保持织物布幅整齐,提高产品的附加值。
九、轧光处理
又称压光。面料整理的一道工序。利用纤维在高压或高温条件下的物理可塑性将织物表面轧平或轧出花纹,以增加织物光泽的整理过程。类似于熨烫,用表面展平和熨平的方法使织物具有特殊光泽,增进织物的亮度,使织物垂感好,平整。
十、品验包装
到了这一步布匹的印染就算完成了。

品检打卷。
若花型有漏白,需要人工修花,包装出货。
从上文我们了解到从棉朵到布匹再到到床上用品,需要很多的工序,人力,技术,创意,科技等等。
关键字:布,面料生产,流程
 医疗卫生用非织造材料:水刺非织造材料,熔纺非织造材料,闪蒸法非织造材料
医疗卫生用非织造材料:水刺非织造材料,熔纺非织造材料,闪蒸法非织造材料- 面料的绉与皱
- 2018年纺织面料行业关键词大盘点
- tc灯芯绒坯布中tc是什么意思,cvc是什么意思?
- 细纱工序是纺纱生产的最后一道工序
- 怎样防止羊绒衣缩绒?
- 纺织面料生意必用:坯布织造用纱量、面料克重常用简便公式
- 机织物(坯布)的三种面料基本组织:平纹组织、斜纹组织、缎纹组织

上一篇: 如何提高面料的撕破强力?
下一篇: 纺织原料中英文对照表,转发收藏啦!

 我司最新供求报价信息 我司最新供求报价信息 |
灯芯绒产品展示中心 |
|
盛鹏灯芯绒供求信息 |
灯芯绒产品目录 |
|
灯芯绒面料产品中心 |
灯芯绒面料的报价说明 |
|
盛鹏灯芯绒面料供应 |
灯芯绒面料价格 |
|
盛鹏纺织灯芯绒面料报价说明 |
盛鹏纺织灯芯绒面料付款说明 |
|
盛鹏纺织灯芯绒面料订单货期说明 |
盛鹏纺织灯芯绒面料采样打样说明 |


