
纺织知识:拉幅定型机的工艺三要素
供应灯芯绒面料烧毛坯,承接灯芯绒染色成品订单!微信:13801503159
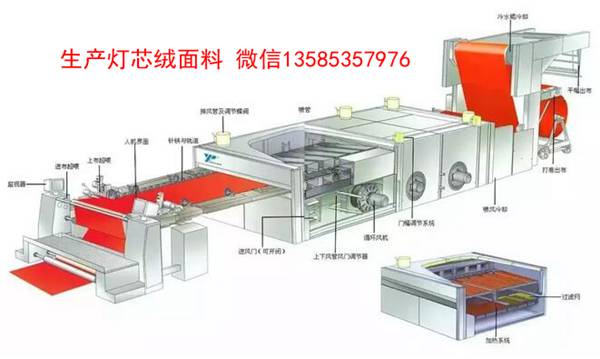
定型: 化学纤维生产中的一个工序。目的是使拉伸后的纤维获得应力松弛,有利于提高纤维的结晶度和各种性能的稳定性,降低其沸水收缩率。方法是使纤维在受热的条件下持续一定时间,使构成纤维的大分子获得足够的活动能量,调整其链段所取的“位置”,使纤维结构所具的能量趋于最低。定型机是完成以上工序的一种设备。定型需要注意很多方面。
下面我们说说拉幅定型机的工艺三要素:
一、温度
温度是影响热定型质量最主要的因素。
因为织物经过热定型后,原来存在的皱痕被消除的程度,表面平整性的提高,织物的尺寸热稳定性和其他服用性能,都与热定型温度的高低有着密切的关系。
二、时间
定型时间是热定型的另一个主要工艺条件。织物进入加热区后,加热定型所需要的时间大约可分下列几个部分:
加热时间: 织物进入加热区后,将织物表面加热到定型温度所需要的时间。
热渗透时间: 织物表面达到定型温度后,使织物内外各部分的纤维,都具有相同的定型温度所需要的热渗透时间。
分子调整时间:织物达到定型温度以后,纤维内的分子,按定型条件进行调整所需要的时间。
冷却时间: 织物出烘房,使织物的尺寸固定下来进行冷却所需要的时间。
通常所指的定型时间,往往是指前三项所需要的时间,而不包括第四项在内。如果把第一项看做是一种预热作用,那么,定型时间仅指第二、三项所需要的时间,即热渗透和分子调整所需要的时间。
关于加热和热渗透所需要的时间,决定于热源的性能、织物单位面积的重量,纤维的导热性和织物的含湿量等。
三、张力
热定型过程中织物所受到的张力对定型质量,包括织物的尺寸热稳定性、强力和断裂延伸度都有一定的影响。
经向尺寸热稳定性随着定型时经向超喂增大而提高,而纬向尺寸热稳定性则随着门幅拉伸程度的增大而降低。
定型后织物的平均单纱强力比未定型的略有提高,纬向的变化比经向明显。
定型后织物的断裂延伸度,纬向随着伸幅程度增大而降低,而经向则随着超喂的增大而变大。
关键字:纺织知识,拉幅定型机,纺织工艺
 纺织面料印染厂定型车间秘籍宝典
纺织面料印染厂定型车间秘籍宝典- 为什么面料定型后与定型前的颜色差异这么大?
- 面料定型知识,不同织物定型要求
- 纺织面料后整理定型工艺的基本知识
- 印染厂定型机知识
- 什么是热定型?热定型工艺过程
- 染厂后整定型,面料老是做不到客户的要求怎么办?
- 5大定型参数对织物颜色变化的影响

上一篇: 常用纤维名称的缩写词
下一篇: 纺织原料的主要成分

 我司最新供求报价信息 我司最新供求报价信息 |
灯芯绒产品展示中心 |
|
盛鹏灯芯绒供求信息 |
灯芯绒产品目录 |
|
灯芯绒面料产品中心 |
灯芯绒面料的报价说明 |
|
盛鹏灯芯绒面料供应 |
灯芯绒面料价格 |
|
盛鹏纺织灯芯绒面料报价说明 |
盛鹏纺织灯芯绒面料付款说明 |
|
盛鹏纺织灯芯绒面料订单货期说明 |
盛鹏纺织灯芯绒面料采样打样说明 |


